Простой куб из бумаги
Чтобы сделать этот простой куб оригами, вам понадобится всего лишь один квадратный лист бумаги 20 х 20 см. Куб, это простая форма в оригами, но все равно, вам необходимо хотя бы знать, что такое складки долиной и складка горой. Если коротко, то долина, это согнуть лист пополам на себя, на схемах эту складку обозначают пунктирной линией. А сгиб горой, это соответственно нужно сложить лист от себя, на схемах оригами это штрих пунктирная линия. Если знаете эти две техники оригами, то у вас не возникнет проблем не только с кубом, но и с более сложными моделями.
Другие виды бумажных поделок
Из получившихся кубиков можно выполнять различные объёмные поделки:
- Гирлянда. Её можно собрать из большого количества цветных кубиков. Эти кубики можно собрать как по шаблону, так и в стиле оригами. Главное — проколоть их и надеть на верёвочку, и тогда у вас получится очень красивая гирлянда.
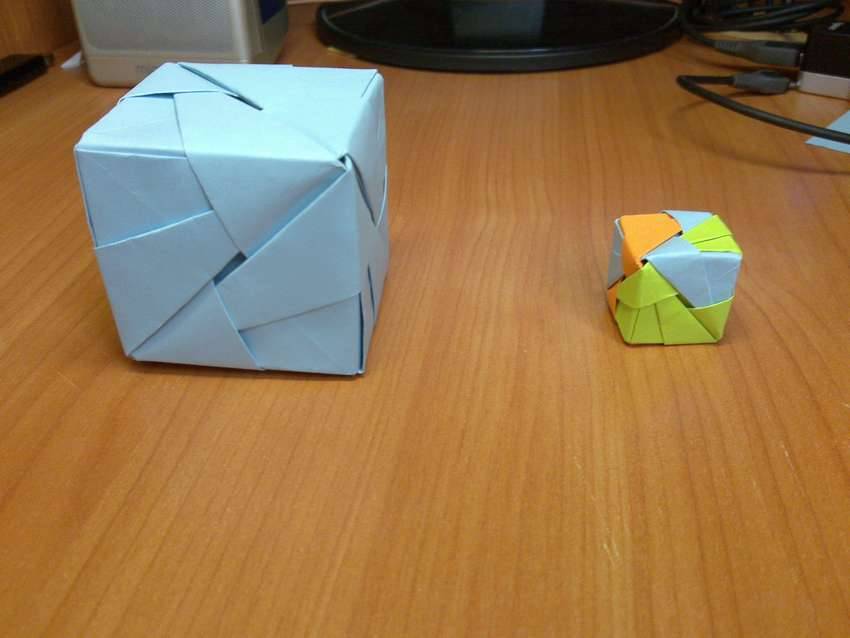
- Игральная кость выполняется очень просто. Необходимо сделать маленький куб по одному из предложенных способов. А потом нужно нарисовать точки на каждой из сторон вашего куба.
- Робот также делается очень легко. Необходимо сделать 2 кубика — большой и маленький. Большой кубик будет служить головой робота, а маленький — туловищем. А также необходимо сделать 4 объёмных прямоугольника. Они нужны нам для того, чтобы сделать нашему роботу руки и ноги. Чтобы ваш робот двигался, соедините все его детали с помощью зубочистки.
Наверняка очень мало людей знает, что можно сделать бумажный кубик Рубика своими руками. Для этого вам понадобятся следующие предметы:
- Цветная бумага.
- Линейка.
- Карандаш.
- Ножницы.
- Прозрачный скотч.
Этапы выполнения кубика Рубика:
- Возьмите 6 листов цветной бумаги с разными цветами.
- Из каждого листа вырежьте по 8 квадратиков размером 4*4.
- На каждом квадратике необходимо провести центральную линию, и сложить его края к центру.
- На получившейся заготовке также проведите центральную линию, и согните края заготовки к этой линии.
- Необходимо собрать первый кубик. Составьте цвета в том порядку, который вам нравится.
- Соберите кубик из шести заготовок разного цвета.
- Повторите этой действие для оставшихся заготовок.
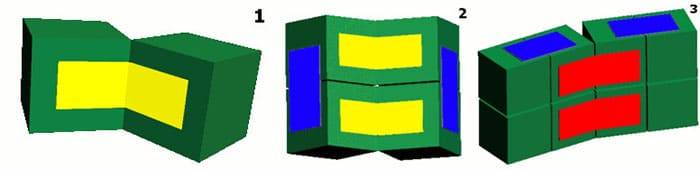
- Составьте 8 получившихся кубиков в 4 пары.
- Цвет, который находится у первых двух пар вверху, у следующих двух пар должен быть внизу.
- Склейте каждую пару так, чтобы кубики могли двигаться.
- Возьмите две пары и переверните их набок. Склейте две верхние грани кубиков.
- Сделайте то же самое с обратной стороны склейки.
- С оставшимися двумя парами сделайте то же самое.
- У вас получились две основные части вашего изделия. Теперь их надо соединить.
- Для этого положите их в такой же последовательности, как они лежали до склеивания.
- Две центральные пары необходимо склеить.
- Далее, сложите их в куб, и склейте те стороны, которые видите прямо перед собой.
У вас получился куб-трансформер. Его можно собирать как кубик Рубика, а также он может превращаться в прямоугольник.
Теперь вы знаете, как можно сделать куб из бумаги своими руками и без проблем сможете сделать его самостоятельно. Ваш ребёнок будет доволен, ведь все полки в его игровой комнате будут заставлены различными поделками. Успехов вам!
Кубик Йошимото
Верх изобретательности проявил японец Йошимото. Его куб-трансформер покорил мир, как и кубик Рубика. Уникальность японского чуда заключается в том, что подвижная и состоящая из восьми кубиков конструкция может преобразовываться в разные формы: полоску, змейку, распадаться на две звезды, каждая из которых преобразуется тоже.
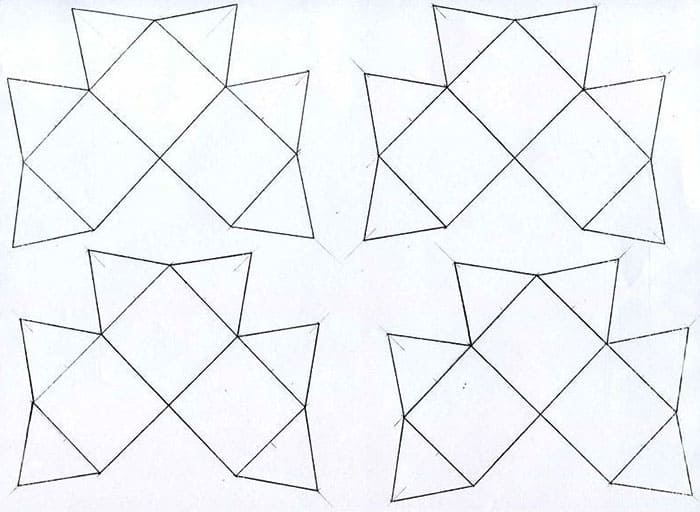
Схема развёртки
Соединение соседних элементов делают скотчем. Обязательно оставлять зазор 1,5—2 мм. Для получения начальных навыков осваивают сборку простейшего кубика-трансформера из восьми элементов.
Какой вид техники вам покажется интереснее и проще – неважно. Главное, вы окунётесь в прекрасный мир творчества и детства, получите заряд бодрости и исчезающее с возрастом чувство восторга, когда своими руками создаёте чудо, которое ещё и работает
Секреты изготовления простого объёмного кубика
Когда в доме вдруг оказался нужен кубик, нет ничего проще, чем сделать его из бумаги. Способов сборки несколько.
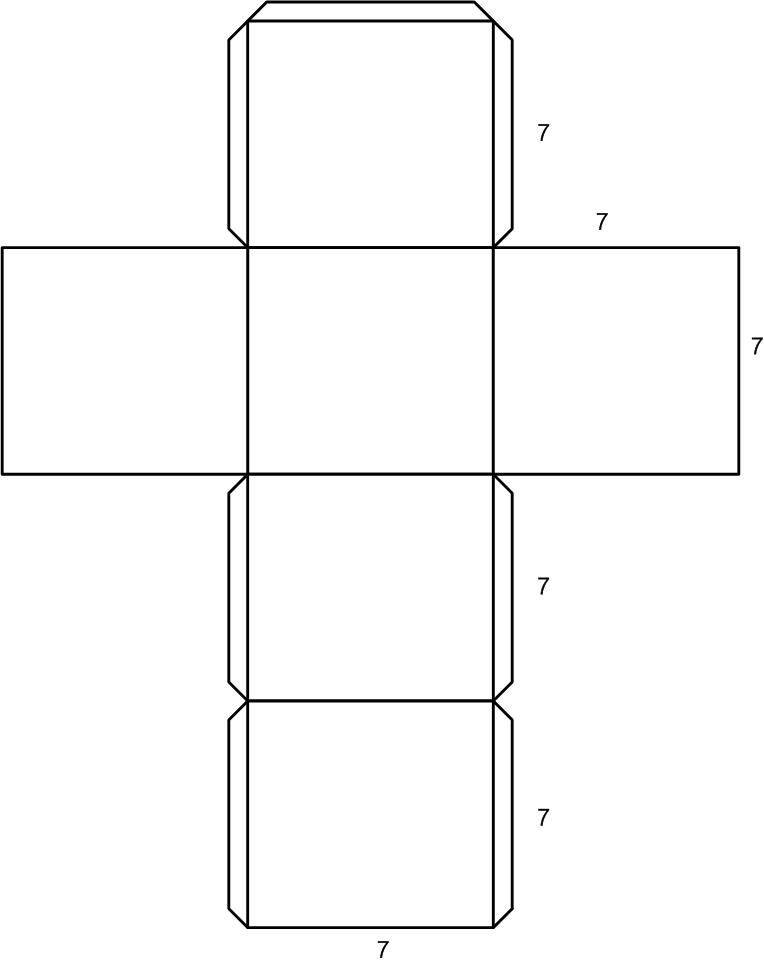
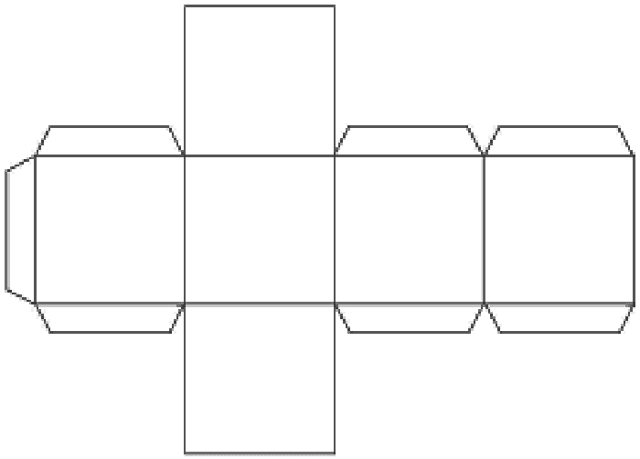
Как сделать куб из бумаги: схема развёртки
Развёртка — это простая схема, которая позволит собрать объёмное изделие из материала. Развёртку-кубик можно распечатать, склеить или сделать самостоятельно.
Инструкция по изготовлению
Определимся, какой кубик мы хотим собрать из бумаги или картона, а может, вам хочется сделать своими руками куб с фотографиями?
Как сделать кубик из бумаги
Как сделать кубик из бумаги по схеме? Её легко и просто скачать и распечатать. Затем можно следовать простым инструкциям и получить желанный результат.
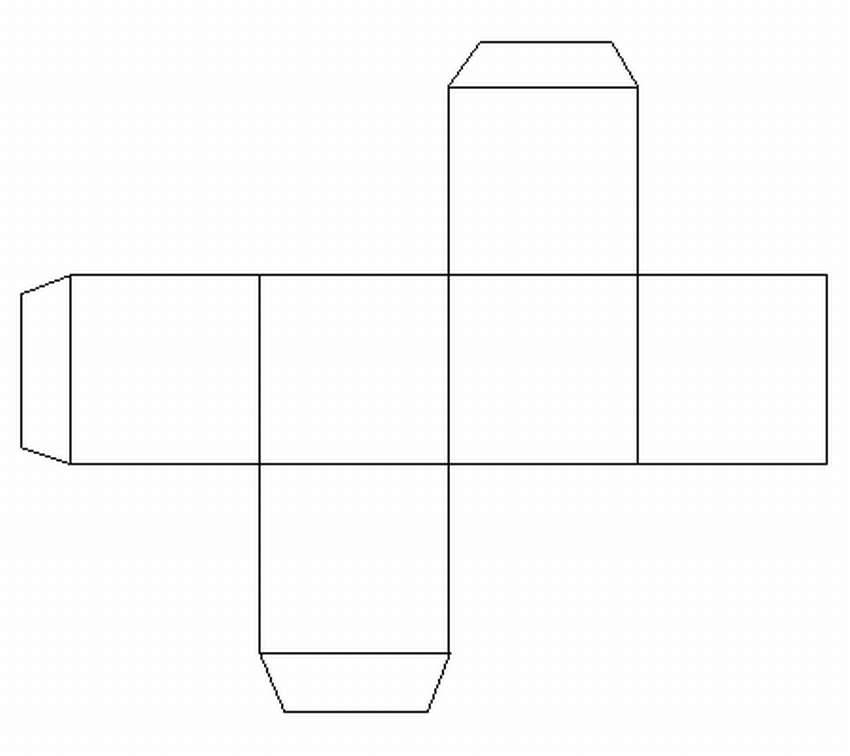
Для создания развёртки самостоятельно готовят бумагу, простой карандаш, линейку и ножницы. Так как у куба каждая сторона квадратная, то и чертить нам нужно квадраты с идеально ровными прямыми углами.
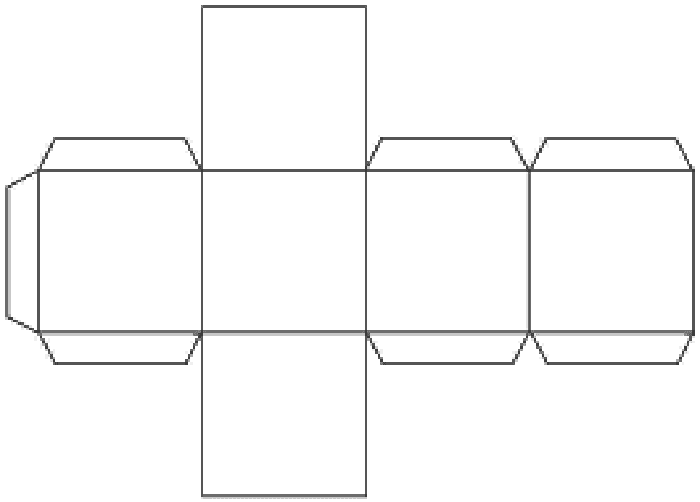
У любого куба 6 граней, потому и в схеме их должно быть ровно шесть. Сначала чертим центральный квадрат желаемой ширины (помним о том, что возможности А4 не безграничны), а вокруг него вычерчиваем ещё 4 квадрата с той же длиной стороны. Последний квадрат чертим сборку на любом элементе
Кроме граней, требуются припуски для склеивания. Их чертим сбоку, пририсовывая их к трём боковинам. Каждый припуск не должен быть свыше 1 см. Не забываем, что на припусках подрезаются уголки в 45º.
Можно взять ножницы и вырезать всё по линиям. Грани будущего куба сгибаем. Все припуски тоже аккуратно сгибаются и промазываются клеем. Теперь остаётся только склеить все детали и дать изделию подсохнуть.
Как сделать из картона кубик
Разбираемся, как сделать своими руками кубик из картона.
Разница в изготовлении куба из бумаги и картона только в том, что сначала мы делаем развёртку из бумаги, если картон очень плотный. Это поможет избежать ошибок и неаккуратности. Никто не запрещает наносить разметку сразу на изнаночную сторону картона.
Фотокубик своими руками: креативный фотоальбом
А как сделать своими руками кубик с фотографиями? Это креативная головоломка, которая позволяет собрать разные фотографии.
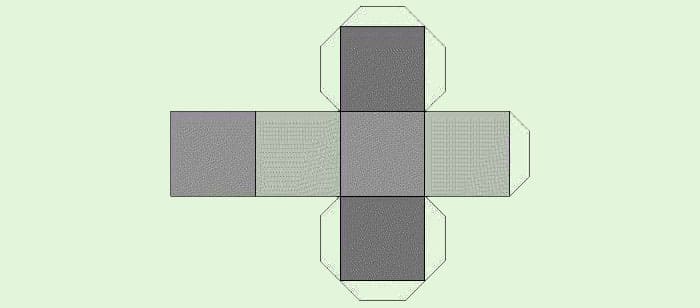
Схема кубика из картона своими руками абсолютно идентична схеме бумажного аналога и может быть воспроизведена даже ребёнком
Чтобы сделать забавный фотоальбом на кубе-трансформере, нужно на каждую его грань приклеить кусочек фотографии или картинки.
В работе пользуются клеем, готовыми собранными из картона кубиками (грани по 4 см), скотчем.
Чтобы трансформация удалась, нужно правильно склеивать кубики
Фотографии лучше распечатать, чтобы они совпали размером. Изображение нужно взять с размерами 8×8 см². Можно сразу сделать разлиновку линией шириной в 1 пиксель: по ней легко будет резать после распечатывания, а сама линия будет незаметной.
Если берём 8 кубов, то требуется приготовить 10 фотографий. Картинка разрезается на 4 части по выделенной линии, и каждый элемент приклеивается на грань. Но до этого требуется сначала наклеить определённым образом полоски двустороннего скотча.
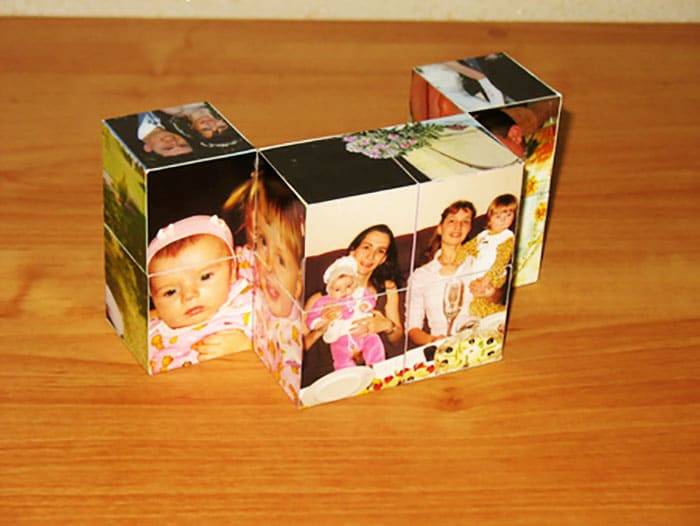
Фотографии должны быть приклеены максимально аккуратно
Как сделать из картона кубик вместе с ребенком
Поделки развивают детскую фантазию и повышают выносливость. Несложный куб из картона можно сделать вместе с ребенком. Творческий процесс выглядит следующим образом:
- Найти подходящий чертеж кубика. Его можно начертить самостоятельно, если родители знают геометрические основы. Но чтобы не запутаться, лучше найти готовую раскладку в сети.
- Распечатать шаблон на принтере.
- Вырезать полученные детали.
- Перенести их на подготовленный картон. Это может быть обычный цветной картон или лист от коробки.
- Вырезать изделие по линиям, склеить его при помощи клея ПВА.
Изделие, которое можно сделать с ребенком.
Если в процессе работы используется плотный картон (коробка), то лучше всего разрезать детали при помощи канцелярского ножа. Ножницы могут привести к повреждениям листа.
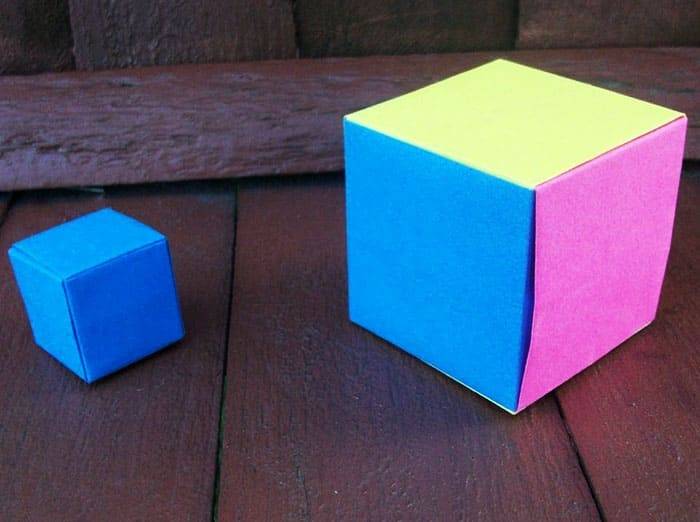
С детьми можно также сделать подарочный куб из плотного картона. Пошаговая инструкция по изготовлению, как делать картонный кубик:
- Замерить подарок. От этих показателей будут зависеть габариты изделия. Потребуется измерить ширину подарка и к этому показателю прибавить еще несколько сантиметров, чтобы презент лежал свободно.
- Взять картон нужного размера. Если подарок весит много, то лучше воспользоваться картоном от упаковочной коробки. На полученном материале необходимо начертить развертку будущей поделки.
- Начертить квадрат нужного размера.
- На других деталях начертить еще 5 таких же деталей.
- Если готовый куб не будет обклеиваться бумагой, то лучше чертить слабые линии простым карандашом, чтобы потом их можно было стереть. Если же планируется обклеивать изделие подарочной бумагой, то можно делать линии пожирнее.
- Для склеивания изделия лучше использовать специальные клапаны. Для этого необходимо сбоку квадратов набросать небольшие полоски.
- Теперь следует пройтись канцелярским ножом по нарисованным линиям. Стоит не забывать про клапаны, иначе поделку придется переделывать.
- Согнуть основу для поделки по линиям внутрь.
- Взять клей и нанести его на клапаны, таким образом склеить все стороны подарочного куба. Некоторые детали можно склеить при помощи скотча.
Важно! Желательно сверху обклеить изделие подарочной бумагой или украсить декорирующими элементами на усмотрение ребенка. Так остатки клея и неровные швы не будут видны.
Подарочная коробка своими руками в домашних условиях.
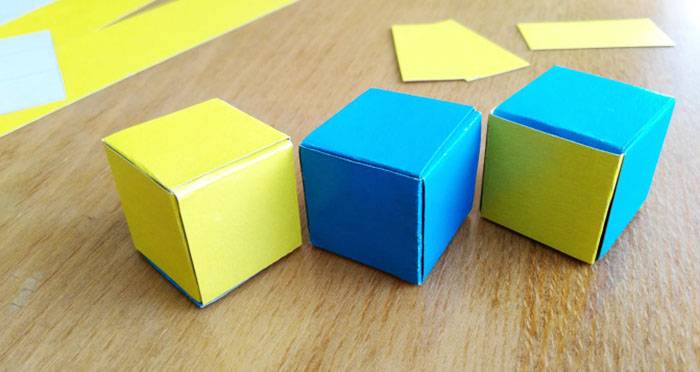
Сборка кубика из бумажных модулей
Есть и другой вариант создания бумажного куба. Если использовать листы бумаги разного цвета, грани получатся разноцветными. Итак, выполнить предстоит следующее:
- Сделать перегиб по горизонтали, согнуть оба края листа к середине.
- Вернуть лист в первоначальную форму. Согнуть углы, которые расположены противоположно друг другу.
- Снова согнуть края листа к его центральной линии. Сделать перегибы.
- Просунуть один из углов под верхний слой. Сделать то же самое со вторым углом.
- Перевернуть поделку на другую сторону. Снова сделать перегибы.
- В итоге получится элемент куба, а точнее, его грань, которая имеет два кармана и столько же вставок.
- Следует повторить пункты 1−5 ещё пять раз, чтобы в итоге получилось 6 таких элементов.
- Далее нужно вставлять уголки двух элементов соответственно в два кармашка третьего.
- Согнуть изделие по линиям.
- По аналогии собрать вторую половину куба, а потом соединить их друг с другом.
Таким образом, получится куб, который по структуре будет несколько сложнее предыдущего.
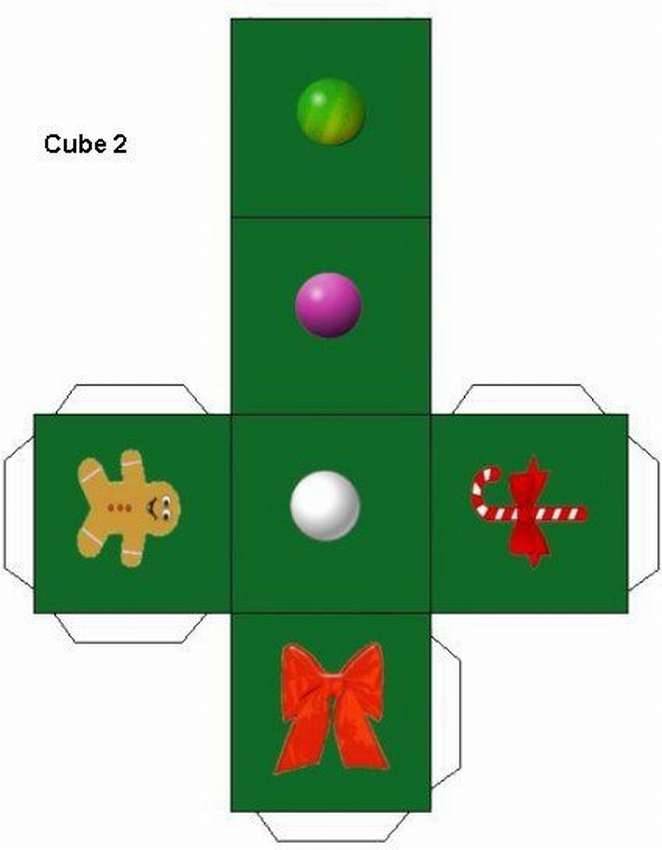
Как сделать игральный кубик из бумаги
Самый легкий способ сделать маленький игральный кубик — смастерить его при помощи готового шаблона. Найти его можно в сети или создать самостоятельно.
Как выглядят пошаговые действия при использовании раскладного макета:
- Найти схему для создания поделки или нарисовать ее самостоятельно.
- Распечатать шаблон. Лучше всего использовать специальную бумагу для офисной техники или для черчения. Если используются тонкие листы, то нужно дополнительно наклеивать ее на картон.
- Вырезать развертку будущей поделки.
- Выделить точки на ней.
- Склеить игрушку по линиям. Потребуется немного подержать места склеивания, чтобы они плотно сцепились.
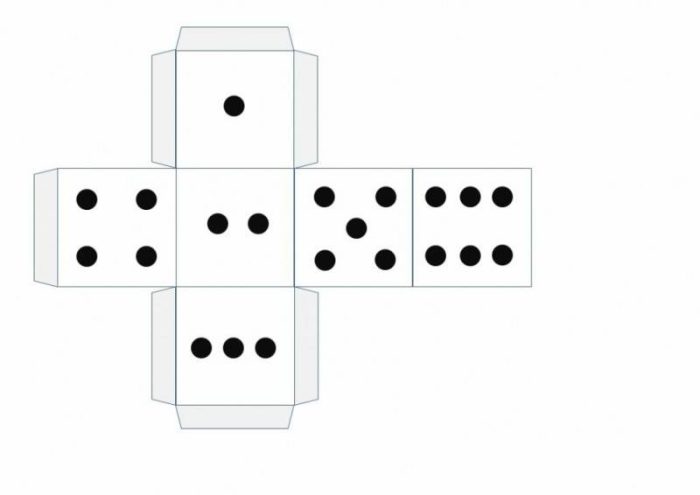
Схема игральных кубиков для создания поделок в домашних условиях.
Другой вариант создания игрального кубика — собрать его из модулей:
- Вырезать 6 одинаковых квадратов размера 10 на 10 см. В этом случае лучше брать детали одинакового цвета (желательно светлого).
- Один из них согнуть по центру и развернуть его.
- Сложить обе стороны по направлению к середине, чтобы деталь разделилась на 4 горизонтальные части.
- Перевернуть заготовку, сложить углы к середине, чтобы получилась трапеция.
- Загнуть к ней углы с другой стороны.
- Опустить их.
- Первый модуль готов. То же самое проделать с другими деталями.
- Приступит к сборке поделки. Для этого нужно вставлять язычки одних модулей в квадратные отверстия других.
Важно! Когда получится готовый куб, на нем необходимо нарисовать черным маркером точки. Цвет можно выбрать на свое усмотрение
Главное — его должно быть видно на фоне бумаги, используемой для поделки.
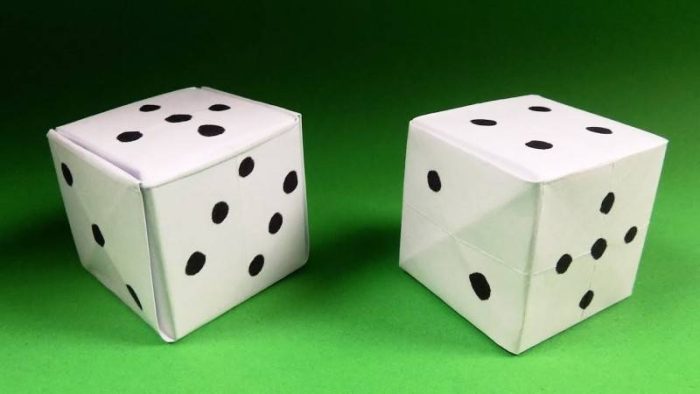
Готовые игральные кубики.
Изготовление оригами
Существует два варианта выполнения кубиков в стиле оригами:
- Простой.
- Сложный.
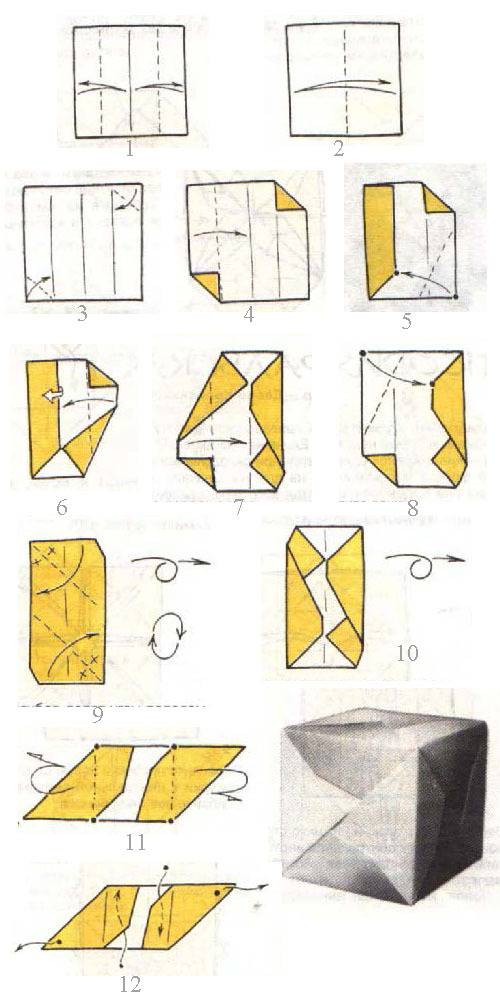
Для выполнения простого варианта вам понадобятся 6 листов бумаги формата А4. Каждый из листов необходимо превратить в квадрат, то есть, отрезать лишнюю часть листа. Из каждого листа необходимо сделать заготовку. Она выполняется в несколько этапов:
- Согните квадратный лист на 4 равные части.
- Верхний правый и нижний левый угол необходимо согнуть так, чтобы он касался соседней линии сгиба.
- Сложите края заготовки к центру, и заправьте верхние и нижние уголки в получившиеся кармашки.
- Полученную заготовку в виде параллелограмма, необходимо перевернуть и согнуть по линиям.
- Получившиеся заготовки необходимо соединить друг с другом.
- В каждом модуле есть специальные кармашки. Именно в них необходимо вставлять соседние модули.
Этот вариант выполнения поделки очень простой. На него у вас уйдёт не более трёх минут. Есть ещё один вариант выполнения кубика. Он более сложный. Суть в том, что там гораздо больше шагов, и очень просто запутаться. Новичок может потратить на выполнение такого варианта кубика 10—15 минут. Для его выполнения вам понадобится лишь квадратный лист бумага. Так, пошаговая инструкция выполнения этого куба:
- Возьмите квадратный лист бумаги и сложите его по диагонали. После чего необходимо сложить его по другой диагонали.
- Возьмите края половинных сгибов и соедините их вместе. Ваши диагональные сгибы должны оказаться на краю, а лист бумаги должен стать треугольным.
- Прижмите получившуюся заготовку так, чтобы она была плоской.
- Поверните заготовку открытой частью к себе.
- Возьмите один нижний угол и согните его до верхнего края.
- Повторите это действие для всех четырёх углов.
- У вас получится 4 маленьких треугольника.
- Необходимо верхушку каждого из них согнуть к центральной линии вашей заготовки.
- Возьмите уголок, согнутый к верхушке. Согните его вниз. Это нужно для того? чтобы потом можно было заправить его в карман, который у нас получился в нижнем треугольнике.
- Повторите это действие для всех четырёх уголков.
- Раскройте вашу заготовку. Если смотреть на неё сверху, то вы должны видеть букву х.
- Подуйте в дырочку, и тогда ваш кубик надуется.
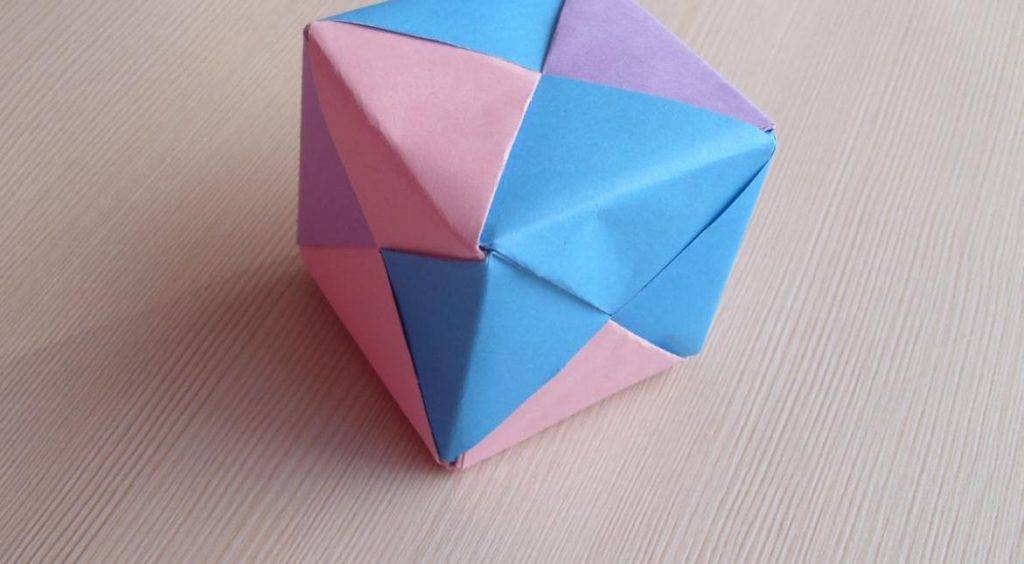
Как собрать из бумажных модулей
Кубик из бумажных модулей сделать несложно, хотя это займет больше времени. Подобная фигура состоит из нескольких одинаковых частей. Первоначально изготавливают необходимое количество модулей, затем из них собирают куб. Процесс включает несколько пунктов:
- Подготавливают необходимые материалы – шесть листов бумаги. Они могут быть как однотонными, так и разноцветными. Не рекомендуется использовать для подобной поделки картон, он слишком плотный. Даже из бумаги получится крепкая фигурка.
- Лист бумаги складывают пополам. Затем его раскрывают и каждую половинку делят еще на 2 части.
- Правый нижний и левый верхний углы заворачивают, после чего нижнюю часть складывают к центру.
- Верхнюю часть также сворачивают к серединке, затем внутрь заворачивают оставшиеся углы. После всех манипуляций получается деталь, внешним видом напоминающая параллелограмм.
- Поделку кладут лицевой стороной к себе и тянут за уголки, получается квадрат небольшого размера с отогнутыми уголками.
- Шесть одинаковых деталей соединяют между собой, заправляя уголки в кармашки.
При желании во время сборки детали можно склеить, тогда фигурка будет более плотной и не распадется.
Советы и рекомендации
При изготовлении бумажных кубиков требуется соблюдать аккуратность. Готовые шаблоны вырезают с точностью. В противном случае фигурка перекосится в разные стороны. При самостоятельной разработке заготовки рекомендуется пользоваться хорошей линейкой и точно рассчитывать размеры.
На несобранном шаблоне проще нарисовать и разместить необходимую информацию, чем на готовой детали. Лучше заранее озаботиться оформлением. Бумажные кубики – прекрасный материал для обучения, игр и использования взрослыми людьми в разных проектах. Изготовить их несложно, процесс не потребует больших затрат.
Поделиться ссылкой:
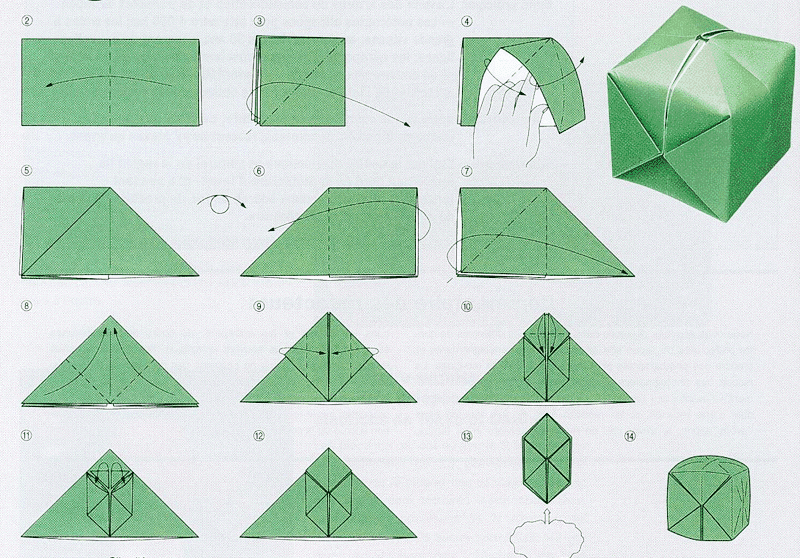
Объемные бумажные кубики без клея и ножниц
Объемное изделие можно сделать без клея и ножниц. Пошаговая инструкция:
- Взять лист бумаги нужного оттенка (с одинаковыми сторонами).
- Сложить его и заново разогнуть.
- Левый и правый угол сложить к центру, они должны встретиться друг с другом. Получится фигурка, которая по своему виду будем напоминать палатку.
- Правый верхний угол загнуть кверху.
- Правый уголок получившегося треугольника загнуть к центру детали.
- Конец, который образуется у вершины, сложить в карман. Он будет находиться на верхней сторону треугольника.
- Те же действия проделать с другой стороны.
- Перевернуть заготовку, повторить те же самые действия с 2-5 сторонами.
- Загнуть вниз верхнюю часть и разогнуть ее.
- Сделать то же самое с нижним треугольником.
- Аккуратно взять получившуюся фигурку и раскрыть ее с четырех сторон, все они должны находиться в перпендикулярном положении друг к другу.
- Подуть в получившееся отверстие. Это необходимо для того, чтобы куб приобрел форму и стал объемным.
Если один из сгибов не раскроется, то нужно завернуть его и снова попытаться раскрыть. Поделка готова. Полученную поделку можно оставить в первоначальном виде, а можно украсить декорирующими элементами. Если с ней будет играться ребенок, то на каждой стороне куба нужно написать буквы или цифры. Такие игрушки нередко используют для развития детей дошкольного возраста.
Бумажный кубик — простое, но в то же время интересное изделие, которое имеет массу вариаций исполнения. Его можно делать из бумаги, картона, по технике оригами, с использованием развертки и готовых схем. Мастерить бумажные поделки можно даже с детьми. Творческий процесс не займет много времени, а готовый результат порадует своей оригинальностью и простотой.





