Чехол из бумаги
Самым простым и бюджетным может стать для вас чехол сделанный из бумаги. Его сборка не займёт много времени, он выполняется в технике оригами простого типа. Такой, конечно, не прослужит долгое время, но если вам срочно нужен чехол, то данный вариант станет отличным. Давайте ознакомимся с поэтапной инструкцией.
Вам потребуется:
- Лист бумаги А4
- Клей ПВА
Ход работы:
- Положите лист бумаги в горизонтальное положение, сверху на него телефон.
- Теперь заверните телефон в бумагу до конца листа.
- Нижнюю часть заверните несколько раз до того места, где находится телефон.
- Теперь, чтобы загиб лучше держался, загните треугольники кверху, в нижней части чехла.
- Если вам нужна более крепкая конструкция воспользуйтесь клеем, чтобы заклеить сгибы и стыки. Наш чехол из бумаги готов.
Видео чехол из бумаги
Как сделать из резинок чехол для телефона?
Среди современной молодежи большой популярностью пользуются резиночки Rainbow Loom Bands. Из них можно плести яркие фенечки, украшения, брелоки. Также их используют для изготовления аксессуаров для смартфонов.

Представляем вам пошаговую инструкцию, как сделать чехол для телефона в домашних условиях из резиночек Rainbow Loom Bands:
- Прежде всего, подготовьте трехъядерный станок для плетения резиночками:
- Отсоедините от него средние столбики
- Столбики первого ряда направьте вправо
- Столбики второго ряда направьте влево
- Далее на второй столбик первого ряда проденьте резиночку, а затем прокрутите ее «восьмерочкой» и наденьте на третий столбик противоположного ряда.
- Повторите вышеописанную процедуру, только начните со второго столбика второго ряда, а завершите третьим столбиком первого ряда (у вас должна в результате получиться буква «Х»).
- Таких букв «Х» нужно сделать 8, только посередине необходимо оставить место для зарядного устройства (для этого нужно будет два столбика после первых четырех букв «Х» пропустить).
- Далее все резинки нужно будет опустить вниз, а затем выбрать резиночки другого цвета и, прокручивая их восьмеркой, накидывать на параллельные столбики.
- То же самое нужно будет повторить со столбиками, находящимися в одном ряду.
- Далее с помощью крючка все нижние резинки нужно снять со столбиков и скинуть внутрь.
- Повторите пункты 6, а затем 7.
- Отсчитайте с одной стороны 3 столбика. С третьего нужно снять резиночку и накинуть ее на противоположный столбик.
- Скиньте все резиночки с центральных столбиков первого ряда.
- Повторите пункт 9.
- Повторите пункт 5.
- Повторите пункты 9-10.
У вас получится в результате мягкий, очень удобный и модный чехол для мобильного телефона.
Водонепроницаемая накладка из воздушного шарика
Этот метод лучше всего подойдёт для смартфонов с диагональю не более 5 дюймов. Накладка очень бюджетная, не особо симпатичная и закрывает камеру, зато обладает хорошей водонепроницаемостью и способна защитить стыки корпуса от влаги. Для её изготовления вам понадобится только воздушный шарик:
- Надуйте шарик, но не завязывайте его. Придерживайте горлышко пальцами.
- Приложите заднюю панель телефона к шарику и вдавите.
-
Потихоньку выпускайте воздух из шарика, продолжая вдавливать телефон.
- Когда воздух выйдет из шарика до конца, телефон окажется обтянут водонепроницаемым чехлом.
Мастер-класс как сделать чехол ультрамодным
Вам понадобится:
- бисер или стразы;
- пистолет для клея;
- прозрачный чехол для вашей модели смартфона;
- зубочистка;
- картон.

Работа выполняется в таком порядке:
- Высыпьте бисер на стол;
- На картон нанесите одну каплю клея;
- Кончиком зубочистки дотроньтесь клея;
- Прикоснитесь зубочисткой к бисеру или стразинкам;
- Также можете окунуть бисер в клей, тогда он будет максимально надежно держаться на поверхности чехла;
- Приклейте бисер к чехлу;
- На всю поверхность силиконового чехла в произвольном порядке наклейте бисер или стразы;
- Работать нужно в быстром темпе, так как клей может засохнуть;
- Подождите, пока вся поверхность высохнет.

При помощи обычного клея можно создавать множество интересных и необычных предметов. Изучайте мастер-классы, фантазируйте, и вы сможете удивлять своих друзей оригинальными подарками и сувенирами, которые вы будете делать своими руками и с душой.









Как сшить спортивный чехол для телефона на руку для бега?
Телефоны многие носят даже во время бега. В этих случаях он не должен мешать, но и должен быть на месте и не выпадать во время бега. Для этого можно сделать универсальный чехол на руку для бега.


Это средство позволит сохранить устройство в безопасности даже при выполнении активных упражнений.
Изготовление спортивного чехла на руку выполняется так:
- Нужно изготовить выкройку из бумаги. Измеряем обхват руки и габариты устройства. Все замеры переносим на бумагу, вырезаем.
- Размер ширины кармана должен составлять показатели толщины и ширины телефона.
- Подготавливаем бутылку из пластика с ровным центром. Срезаем верхнюю и нижнюю область с неровной поверхностью.
- Готовый цилиндр следует разрезать. При помощи скотча прикрепляем к нему заготовку из бумаги и вырезаем из пластика форму по выкройке.
- Убираем выкройку и получаем заготовку будущего чехла. На расстоянии 0,5 см от края делаем небольшие отверстия для ниток. Отверстия можно сделать при помощи шила по всем краям изделия.
- Проделываем отверстия шилом также в виде двух параллельных линий посередине чехла для кармана.
- С одной стороны следует сделать широкое отверстие.
- Далее срезаем полосу, чтобы ее присоединить обратно через резинку.
- Для чехла подготавливаем резинку с размером длины 5 см. К наружной стороне чехла пришиваем резинку, а уже к ней пришиваем отрезанную полоску.
- Подготавливаем три куска ткани, один кусок должен быть длиннее на несколько см (для кармана).
- Первый кусок пришивается к наружной стороне чехла. Второй кусок, который больше, пришиваем на наружную сторону, верх не пришиваем.
- Обшиваем тканью края чехла, при этом не забываем про широкое отверстие, оно должно быть свободным, чтобы через него в дальнейшем можно было просунуть ремешок.
- На краях ремешков из резинок делаем липучки, их также нужно пришить нитками.
- Обшиваем тканью внутреннюю часть.
- Наверх кармана пришиваем резинку, срезаем все лишнее.
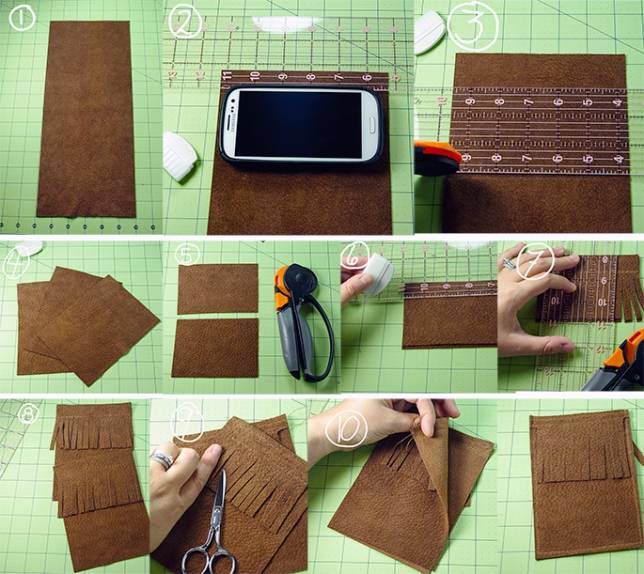
Как изготовить красивый чехол из кожи?
Самостоятельно можно сделать оригинальный и стильный чехол для смартфона из кожи. Главное для работы подготовить кожаный материала, клей, капроновую нить, парафин. Все отверстия проделываются шилом и шуруповертом.

Изготовление выполняется по следующей схеме:
- Цельным куском кожи оборачиваем смартфон, делаем припуски для швов.
- Вырезаем прямоугольник с необходимыми размерами.
- Разметку линии будущего шва выполняется на расстоянии 0,5 см от области края.
- Разметка будущих отверстий выполняется при помощи шила.
- При помощи шуруповерта проделываются необходимые отверстия.
- Отверстиям придается правильный вид, они выполняются в форме канавок.
- Скрученную капроновую нить натираем парафином. Сшиваем ей стороны будущего чехла.
- Заготовка на 2-3 часа опускается в воду.
- В чехол помещается болванка из фанеры, которая соответствует под размеры изделия.
- Оставляем до полного засыхания.
- Через сутки вынимаем болванку и делаем последний стежок.
- Дополнительно создайте оригинальный дизайн поверхности изделия из разнообразного декора.
Как изготовить своими руками
Технология изготовления чехла несложная. Для этого не требуется особый навык. Главные условия – наличие инструмента и исходного материала.
Что понадобится
В продаже имеется несколько видов термоклеев. Они отличаются по составу и назначению. Прежде чем приобрести клей для поделки, необходимо ознакомиться с его инструкцией. Необходимый материал выпускается в виде стержней (стикеров) диаметром 7 и 11 миллиметров, длиной от 4 до 20 сантиметров. Температура плавления – 105 градусов. Время застывания варьируется от нескольких секунд до нескольких минут. Кроме этого, они имеют различную окраску:
- бесцветную (прозрачную);
- белую матовую;
- цветную.
Прозрачные стикеры относятся к универсальной группе. Они могут использоваться для склеивания любых поверхностей, создания устойчивых форм и конструкций при ручных поделках. После затвердения поддаются окрашиванию масляной краской или лаком для ногтей.
Белые стержни имеют два назначения, одно из которых – скрепление стеклянных поверхностей, второе – других материалов белого цвета. Цветные стикеры используют для наклеивания маркеров. Чехлы изготавливают из разноцветных полосок с блестками. Черные и серые разновидности относятся к термогерметикам.
По химическому составу клеящие составы – это полиолефины, продукты полимеризации этилена и винилацетата. Для поделок и домашних работ используют винилацетат без металлической присадки, остаточной липкости (PSA), время отвердения которых – 3-5 секунд.

Стикеры используют для заправки термопистолетов. Устройства для склеивания горячими клеями имеют различия в технических характеристиках по мощности, производительности.








Показатели мощности несущественны для изготовления чехла, так как у клея, имеющего в расплаве температуру 200-300 или 105 градусов, текучесть не меняется. Скорость превращения твердой структуры клея в гель менее важна, чем емкость камеры, в которой происходит нагрев материала. По объему камеры судят о производительности пистолета: количеству производимого геля за 1 минуту. Для любителей хенд-мейда оптимальной будет производительность термопистолета от 5 до 30 граммов за минуту.
Чтобы изготовить чехол для телефона, понадобятся:
- 2-3 стикера (прозрачные или цветные, с блестками) диаметром 7 миллиметров;
- термопистолет мощностью от 30 до 150 ватт, производительностью до 30 граммов в минуту.
Выбирая пистолет, следует обращать внимание, на какой диаметр стержня он рассчитан, чтобы не нарушить циркуляцию разогретого клея и не сломать устройство
Процесс изготовления
Прежде чем начать изготавливать чехол, надо подготовить телефон, изолировав его от контакта с клеем с сохранением формы. Для этого его заворачивают в пекарскую бумагу или фольгу. Бумагу или фольгу плотно оборачивают вокруг корпуса. Бумажные концы размещают на экране, чтобы они не расходились, склеивают суперклеем. Фольгу плотно скручивают в узелок для лучшего прилегания также на стороне клавиатуры.

Порядок действий с основанием для чехла из бумаги и фольги имеет отличия:
- Бумага. Через нее хорошо видны места подключения для зарядки, наушников, клавиши включения и громкости, место веб-камеры. Эти места аккуратно обводятся фломастером, чтобы оставить открытыми для доступа в чехле. При желании на бумагу наносится декоративный узор. Из пистолета клей наносится по прорисованному контуру, начиная с бампера. После 2-3 минут, когда состав застынет, бумагу снимают с телефона и аккуратно убирают из чехла. Если чехол был сделан из бесцветного клея, то его окрашивают лаком для ногтей или масляной краской, используя пульверизатор.
- Фольга. Чтобы узор не расплывался, на фольгу наносят жирный крем. Выполнить предварительный эскиз на фольге не получится, поэтому рисунок наносится сразу из пистолета. После отвердения фольга снимается с телефона и удаляется из чехла. Окрашивание проводится аналогично. Недостаток изготовления декоративной накладки на фольге – возможность ошибки при нанесении узора и перекрывании мест разъема, видеокамеры.
Работа с термопистолетом начинается с заправки стержня, включения устройства в электросеть. Спустя 3-5 минут готовность расплава проверяют коротким нажатием на курок. Через сопло выдавливается жидкий клей, который наносят на подготовленное основание.
Клей из сопла периодически подчищают, чтобы толщина орнамента была примерно одинакова. Для этого используют кусок пергаментной бумаги, куда переносят неизрасходованный состав.
Сверкающая накладка из бисера
Для любителей и любительниц всего блестящего отлично подойдёт накладка из бисера. Сделать её нетрудно, хотя и кропотливо. Вам потребуются:
- бисер одного размера (особенно эффектно выглядят чехлы из бисера под металлик или голограмму);
- клей-пистолет;
- бумага для выпечки;
- скотч;
- зубочистка или иголка.
Запаситесь терпением, включите любимую музыку и приступайте:
- Оберните телефон пергаментом. Стык должен быть на экране. Закрепите его скотчем, чтобы не ёрзал.
- Сделайте основу для чехла с помощью клея-пистолета. Для этого нанесите равномерный слой клея на задней и боковых поверхностях. Не наносите клей на места, которые должны быть открыты: камеру, кнопки, разъёмы.
- Начинается самое трудное. Возьмите с помощью зубочистки бисеринку и приложите её к накладке из клея. Пока он не высох, можно не добавлять клей на бисер. Как только основа высохнет, каждую бисеринку придётся ещё макать в клей.
-
Обклейте таким образом всё изделие, плотно располагая бисер. Удобнее всего размещать бисеринки рядами, как кирпичи.
Чехол из клея
Главным преимуществом этого метода является его дешевизна. Все материалы можно найти абсолютно в любом доме. Кроме того, вы можете хоть каждую неделю создавать новый чехол для телефона из клея своими руками. В данной статье вы сможете узнать, как быстро и правильно создать интересный аксессуар.
Основными преимуществами чехла из горячего клея являются следующие аспекты:
- необычный дизайн;
- невысокая цена компонентов;
- можно сделать множество различных моделей, которые будут по-настоящему оригинальными;
- прочность и надежность;
- возможность стильно защищать свой смартфон.
Благодаря вышеперечисленным аспектам многие делают такие чехлы своими руками.
Что нужно для создания оригинального чехла
Чтобы сделать чехол для телефона из клея понадобятся следующие компоненты:
специальный пистолет с запасом клея;

пистолет с запасом клея
- скотч;
- лак для ногтей;
- обычный пергамент.

пергамент
Постарайтесь не использовать просроченные средства, это может стать основной причиной непрочности чехла. Кроме того, вы должны максимально аккуратно выполнять все действия.








Инструкция
Чтобы сделать чехол из горячего клея самостоятельно, необходимо выполнять следующие действия:
- Необходимо взять пергаментную бумагу, чтобы уберечь телефон от попадания клея;
- Стыки нужно тщательно заклеить скотчем в области экрана;
- Места, на которых находятся специальные гнезда, камера и кнопки, необходимо внимательно отметить;
- На боковые части своего устройства нанесите горячий клей или ПВА при помощи пистолета. Нужно сделать аккуратный прямоугольник;
- Обведите по контуру выделенные места;
- Теперь можете сделать собственный оригинальный и уникальный дизайн. Предварительно на бумаге можно нарисовать ваш эскиз, который поможет сделать качественный, интересный рисунок;
- Необходимо дождаться полного высыхания нашего чехла, в противном случае придется выполнять все вышеперечисленные шаги заново;
- Максимально аккуратно снимете телефон с пергамента и сам чехол;
- Для создания дизайна используйте цветной лак для ногтей. Можно применить серебристый лак, этом поможет сделать чехол, который будет выглядеть как титан;
- Дождитесь полнейшего высыхания всего лака;
- Поместите свой смартфон в свой новенький чехол.

Готовый раскрашенный чехол
Соблюдая вышеперечисленные шаги, вы сможете собственными силами сделать чехол для телефона из клея. Создавая его, вы можете быть в полной уверенности, что такой аксессуар для смартфона будет в единственном экземпляре.
Если вы не полностью уверены в своих силах, то обязательно посмотрите обучающие видео и фото. Благодаря тщательному изучению вопроса вы сможете сделать чехол для телефона из клея, который будет радовать вас продолжительное время. С каждым разом у вас будет получаться все лучше и лучше.
Инструкция по изготовлению
Приступаем непосредственно к созданию функционального шедевра. Следуем пошаговому мастер-классу.

Шаг 1. Берем пергаментную бумагу и оборачиваем ей смартфон. К крышке гаджета должна плотно прилегать именно шероховатая сторона. Фиксируем получившуюся обертку скотчем.

Шаг 2. При помощи грифельного карандаша обводим все функциональные сегменты телефона, которые необходимо будет вырезать на бампере: камеру, вспышку, разъемы зарядки и наушников.

Шаг 3. Теперь переходим к творческой части работы — рисуем на покрывающей смартфон бумаге желаемый узор. Здесь можно дать полную волю воображению и создать абстракцию. Также можно почерпнуть вдохновения в интернете. Находим картинку с подходящим рисунком и переносим его на гаджет.
Шаг 4. Кладем устройство экраном вниз, при помощи клеевого пистолета обводим контур телефона сплошной линией
Важно соблюдать одинаковую толщину со всех сторон

Шаг 5. Необходимо подождать, пока клей полностью остынет и затвердеет. Далее продолжаем поэтапное нанесение оставшегося орнамента









Здесь важно держать размеренный темп: периодически делать минутные паузы, чтобы уберечь гаджет от перегревания

Шаг 6. Как только термоклей окончательно высохнет, можно снимать получившуюся заготовку с бумаги. Делать это нужно крайне аккуратно, чтобы не повредить клеевые контуры.

Шаг 7. Используйте ножницы для очистки неровных краев, если они есть.

Шаг 8. Чтобы придать бамперу индивидуальности и яркости, покрываем его акриловой краской или лаком для ногтей.

Стильный и неповторимый чехол ручной работы готов, можно смело пускать его в обиход.
Чехол-книжка для телефона
Чехол-книжка потребует дополнительных затрат, зато вы сами сможете выбрать цвет и форму такого чехла. Он сможет защитить ваш смартфон или телефон от повреждений, если будет находиться в закрытом виде. Форма такого чехла имеет особенный шарм, ведь обложка может иметь абсолютно любой рисунок.
Вам потребуется:
- Блокнот по размеру телефона с резинкой
- Канцелярский нож
- Линейка
- Клей
- Карандаш
- Фетр
- Узкая резинка
- Картон
Ход работы:
- Ножом вырежьте листы блокнота и боковые части.
- Одну сторону разделите пополам и наметьте карандашом.
- Разрежьте ножом по линии до крайнего волокна обложи.
- Теперь в этом месте необходимо отрезать полосу шириной примерно 0,5 см, чтобы потом здесь было легко делать сгиб.
- Клеем тщательно проклейте внутренние стороны обложки.
- Очертите по контуру обложки на фетре форму для внутренней части чехла.
- Приложите нашу заготовку из фетра на внутреннюю часть обложки и по боковому сгибу разрежьте фетр.
- Приклейте заготовку из фетра к обложке.
- На листе картона очертите телефон и вырежьте по линии. Приклейте его к фетру и вырежьте по форме, отступая от картонки до 1 см.
- Разрежьте в уголках фетр двумя срезами с каждой стороны, чтобы можно было загнуть. Приклейте уголки.
- На данную заготовку поперёк приклейте две резиночки, чтобы затем можно было закрепить здесь телефон.
- На крайнюю сгибающуюся половину приклейте заготовку.
- Теперь наш чехол готов к использованию.





